欢迎来到湖南峰火智能科技有限公司官网!

137-8611-6718

搜索

微信

137-8611-6718
搜索
微信

扫码添加微信好友
在分析之前获得总批次的代表性样品至关重要,否则在实验室设备和分析能力方面进行大量投资就毫无意义。
具有代表性的样本对于根据工业、贸易、技术、科学和监管机构的分析数据做出正确决策至关重要。然而,从卡车车厢、铁路车厢、船舶负载、库存和传送带(公斤-吨范围)等批次的异质材料到非常小的等分试样(g-μg 范围),这是唯一实际分析的材料,存在复杂的方法。
究竟如何在高达 6 个数量级的质量减少中获得有记录的代表性分析结果,远非直接的材料处理问题。作为抽样理论 (TOS) 的一部分,表征背后有许多具体的原则和规则 [1]。
TOS 的概念最初由 Pierre Gy 提出,他确定了八个采样误差,这些误差代表了由于异质性和/或采样设备设计和性能不佳而在采样、子采样(样品质量减少)、样品制备和样品展示中可能出现的所有错误。
在他 25 年的职业生涯(1950-75 年)中,Pierre Gy 研究了如何在取样设备的设计、制造、维护和操作中避免犯此类错误,并展示了在实践中取样时如何尽可能减少它们对总累积不确定性的不利影响。在此过程中,他获得了两个博士学位(矿物加工和统计学)[2]。在文章由 R.C.A. Minnitt 和 Kim H. Esbensen 撰写[3].
因此,取样的目的是产生一个可靠的小质量,它代表了从中收集的材料的总质量,即获得准确和精确地代表总质量或批次的样品。
该原始样品通常需要进一步的子采样和样品制备程序,最终产生适合实验室分析或物理测试的等分试样。测试或分析的类型取决于技术和工业决策所需的特征。无论如何,初级采样对于分析结果的最终质量至关重要。
图 1.以下是在加拿大埃肯金属公司进行的复制实验的主要结果,该实验表明,总采样方差的 35%(在整个采样过程中可能发生错误)发生在初级采样阶段,50% 发生在破碎阶段,即 85% 的总采样方差发生在粉碎和实验室分析之前。
换句话说:在最终分析之前,您控制您的初级和次级采样过程非常重要。否则,您就会从不具代表性的样本中得出(错误的)结论。
图 1.加拿大 Elkem Metal 的复制实验。
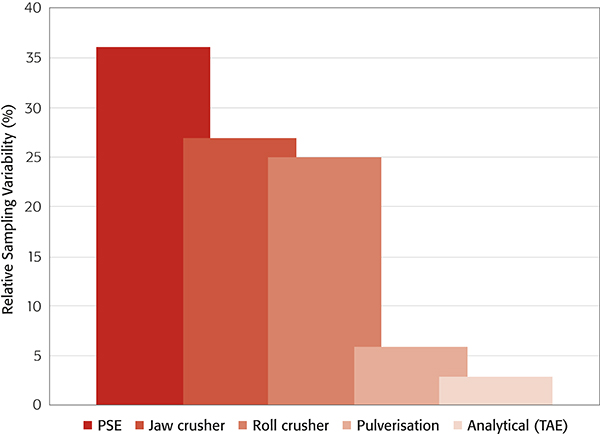
显示分层 RE 要获取的关键信息。对于目前的实验室方法,初级取样占总方差的 35%,颚式破碎占 25%,辊式破碎占 25%,而粉碎和分析仅占 5% 和 2.5%。
分层 RE 的数值结果,通过它可以确定每个步骤(从主要采样到分析)的误差贡献。垂直刻度为 RSV;%,Fe2O3 的复制结果的标准差/平均值 ×100。
源:https://www.spectroscopyeurope.com/sampling/revisiting-replication-experiment.
有关复制实验的更多信息,请参阅第 1 部分和第 2 部分Kim H. Esbensen 等人的《复制神话》[4][5]。
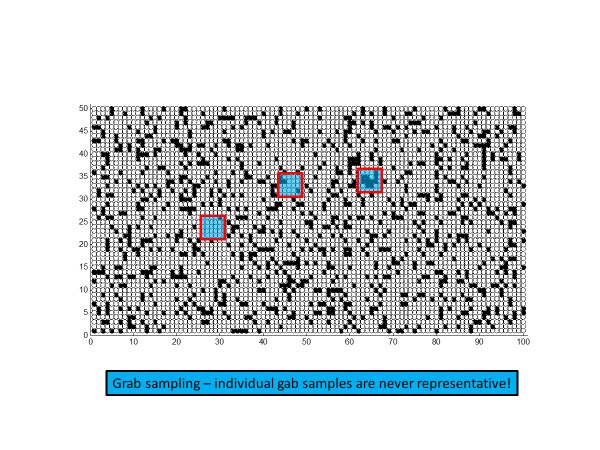
特定的抽样过程可以是代表性的,也可以是不具有代表性的。如果抽样过程不具有代表性,则结果仅提取且未定义的、质量减少的材料块,这些材料块不代表原始批次;这些被称为 “标本”。
然而,标本不值得分析,因为它们不会提供有关批次成分和物理特性的有效信息。只有具有代表性的分析等分试样才能将采样和分析组合误差降低到所需的最小值。
当您购买或出售材料时,从不具代表性的样品中得出(错误的)结论可能会产生重大的负面生产控制和财务后果。
您还不如节省实验室硬件和分析师的成本:垃圾进 = 垃圾出。

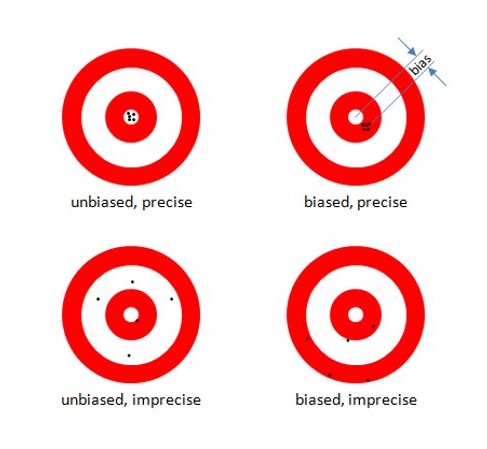
在整个采样过程的所有阶段,采样必须准确(无偏差)和精确(可重现)。
具有代表性的抽样过程在很大程度上取决于三个因素:
公正和精确的取样设备 – 要求供应商提供清晰易懂的文件。M&W JAWO Sampling随时为您提供帮助。
TOS 知情的取样工艺设计、安装和运行。要求供应商提供相关文件。M&W JAWO Sampling随时为您提供帮助。
流程人员和监督者必须具备最低限度的TOS能力。如果内部不存在,请向您的供应商索取培训和文档。M&W JAWO Sampling随时为您提供帮助。
[1] 背景信息:Kim H. Esbensen 的“抽样理论与实践简介” (IMPublicationsOpen 2020)
[2] “Pierre Gy (1924–2015):采样误差的关键概念”(欧洲/亚洲光谱学 2018 年)
[3] “Pierre Gy 对采样理论的发展:关于一维批次定量采样的回顾性总结和教学教程”,作者:R.C.A. Minnitt 和 Kim H. Esbensen,TOS 论坛 7。
[4] “复制神话 1”,作者:Kim H. Esbensen 等人,NIR 新闻
[5] “复制神话 2:量化经验采样加分析可变性”,作者:Kim H. Esbensen 等人,NIR News


代表性抽样必须准确 (无偏) 和精确 (可重现)。为了具有代表性,特定的采样过程应仅使用旨在消除(或最大程度减少)采样偏差并同时尽可能提高采样精度的设备。
以下是原因的简短说明:
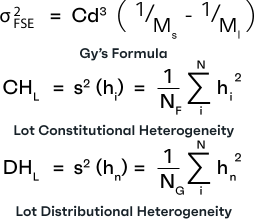
所有材料采样目标(批次)都是异构的,这只是程度的问题。这意味着不同的样本,即使通过完全相同的协议提取,也永远不会相同,这表现为基本的、不会消失的采样可变性。
异质性是抽样变异性(不准确)背后的两个主要影响因素之一。抽样过程本身也会导致抽样误差效应,从而增加总抽样不确定性。
因此,所有采样都必须以最大程度减少总采样误差 (TSE) 为目标。为了有效、经济和自信地做到这一点,必须承认并遵循取样设备和工艺设计原则。这些规则编纂在抽样理论 (TOS) 中。

对于均质材料,没有理由担心取样 - 因为任何样品都是该批次(大/小)的精确代表性样品。

然而,所有材料 - 在所有尺度上 - 可见或不可见 - 都是异质的。
代表性采样并不像购买特定的采样工具(设备)来对世界上任何材料进行采样那么简单。这将是徒劳的。
尽管许多供应商都声称,但不存在适用于所有材料和所有条件的“通用采样器”,因为技术和工业材料具有非常不同的成分异质性和其他特性,例如在颗粒大小、水分和颗粒粘性方面的内部差异。
但也有专业的解决方案:大多数标准采样设备可以以知情的、符合 TOS 的方式使用,这些方式可以朝着“适合目的”的表示状态努力。这种方法称为复合采样。
代表性抽样是指掌握必要和充分的 TOS 原则,根据这些原则,在客户特定条件下,为特定任务、特定材料合理地选择适当的取样工具和取样方案类型。要做到这一点,需要专业能力和相关经验。
收集样品的方法和频率以及由此产生的采样精度,即收集的样品与目标批次真实特性的接近程度,取决于材料的性质,特别是其成分和分布异质性。
均质材料只需要收集单个样品即可准确测定其特性,而所有具有不规则粒度分布和/或不规则成分的异质材料都需要提取足够数量的小增量,当这些增量组合成复合样品时,将能够以可接受的准确度表示总批次。
必须从地块中的所有空间位置收集增量,所需的数量主要取决于材料的异质性。TOS 概述了必须满足的具体要求,以便能够保证适合目的的异质性的特定阈值。
为了实现这一点,批次中的所有增量都具有相同的概率包含在最终样本中,这一点至关重要。这就是抽样的“黄金法则”,称为基本抽样原则 (FSP)。
为了最有效地实现这一目标,在可能的情况下,最好在批次处于动态状态时对批次进行采样,即当批次在传送带上或管道/管道中作为连续流移动时。专业取样设备(和专业取样器)应能够以可记录的代表性方式对静止(例如卡车、火车或堆)和移动(动态)地块进行取样。
M&W JAWO采样是一家专业公司,投入了大量的时间和实际努力来理解和结合单个机器/仪器/设备的机械和电气设计以及它们的相互作用,以便根据相关材料标准和采样理论(TOS)匹配采样的材料类型。
正确设计的取样设备和具有代表性的取样计划是必要的,以获得有关材料特性的可靠知识,这对于商业、操作和技术表征至关重要。
含量等级
含水量
矿物比例
污染
硬度
粒度分布
完整的采样系统解决方案负责至关重要的初级采样阶段,目的是获得适合目的的代表性状态。
所有后续子采样阶段均符合相同的要求,最终提供适合实验室分析的分析等分试样。
通过操作我们的自动取样解决方案,您可以获得有关您购买、出售或生产的材料特性的可靠信息,使您能够:
为您接收或交付的每批材料计算正确的数量或价值,从而降低多付或低销的风险
确认您接收或销售的商品符合合同要求
监控和优化您的生产和质量控制过程
改进您的混合和搅拌操作,以获得更好的最终产品
估计加工或制造批次的副产品的类型和数量
记录生产对环境的影响和/或污染
对于购买或出售大量或昂贵材料的客户,确保样品具有代表性和一致性的经济影响将是巨大的。
通过购买正确的采样解决方案,您可能会节省大量资金。
注意:在建立新的、修改或重新设计特定的采样程序之前,解决与初级采样精度(采样偏差)相关的所有潜在问题非常重要。在实现这一目标之后,即当开发或重新评估采样程序并继续使用我们推荐的所有或大部分采样设备时,例如通过全偏置测试或通过变异分析或重复分析进行检查时,剩余的最终采样不确定性只需处理采样精度。
一般 峰火的取样程序(根据不同的材料异质性而出现的变化):
定义质量参数,即感兴趣的分析
描绘和准备地块(几何图形、总质量、可达性)
选择符合适当采样精度要求的设备;完全代表性或适合目的的代表性
设置所需的剩余采样精度(例如 20% rel.)
估计所选质量参数的初级抽样变异性 VI,并以最小增量 (n) 确定达到所需精度水平所需的抽样单位数 (m)
对于过程采样,对于基于时间的采样,以分钟为单位定义采样间隔,对于基于质量的采样,以 kg 为单位定义采样间隔
确定材料标称顶部粒径,以确定适当的增量质量
确定要聚合到复合样本中的增量数(将进一步进行子采样)
确定最佳样品分配(子采样),以获得分析等分质量
在所有采样、样品制备和分析方法中,都会产生误差,并且任何给定参数的分析结果都会偏离该参数的真实值。
虽然无法确定单个结果与 “真实” 值的绝对偏差,但可以估计采样精度。这是对同一材料进行的一系列测量结果之间的接近程度,以及结果的平均值与公认的参考值的偏差。
手数所需的整体精度通常由有关各方商定。原则上,可以设计一个采样方案,通过该方案可以实现任意精度级别。
可以使用公式 1 估算总体精度,其中:
PL [%] 是该批次的采样、样品制备和测试总体精密度的估计指数;
VI 是主要增量方差;
VPT 是准备和测试方差;
n 是每个子手的增量数量;
m 是手数中的子手数。
PL=2VIn+VPTm
如果之前没有可用的采样数据,则必须对变异性做出假设,以便设计采样方案。实施抽样方案后,可以测量设计方案为特定批次实际实现的精度。
如果需要给定的精度 PL,则可以分别使用公式 2 和公式 3 找到增量数 n 和子批次数 m。如有必要,其中一个值 (n 或 m) 是固定的,另一个值是重新计算的,直到获得方便的组合。
n = 4VImPL2-4VPT
m = 4VI+4n1VPTn1PL2
交叉流采样器在从传送带出口处获得的每个初级增量的质量可以使用公式 4 计算,其中:
C 是传送带上的流量 [t/h];
b 是刀具孔径宽度 [mm](b 应≥取样材料标称顶部尺寸的 3 倍);
VC 是刀具速度 [m/s]。
mI=Cb × 10-33,6vC
对于交叉带(锤式)采样器,可以使用公式 5 计算初级增量的质量,其中:
C 是传送带上的流量 [t/h];
b 是刀具孔径宽度 [mm](b 应≥取样材料标称顶部尺寸的 3 倍);
VB 是皮带速度 [m/s]。
mI=Cb × 10-33,6vB
在采样系统的设计过程中,可以使用接近系统预期采用的质量增量。
实施采样方案后,可以通过增加或减少样品中的增量数量来估计和调整结果的精度,同时保持相同的增量质量。
为了在从批次到分析等分试样的过程中方便地获得样品质量,通常将样品分成多个相等的较小子样品,以及返回传送带的残余物。
为了便于进行必要的分割,同时保持样品的代表性,可能需要粉碎材料。因此,用于提取代表性样品的完整系统包括多级采样、粒度减小和分样(子采样)设备。
有时,在每次这些操作后彻底混合所得的子样品也是有益的,以获得更高的精度。
对于大多数参数,结果的精度受样品表示被采样材料中所有粒径的能力的限制。
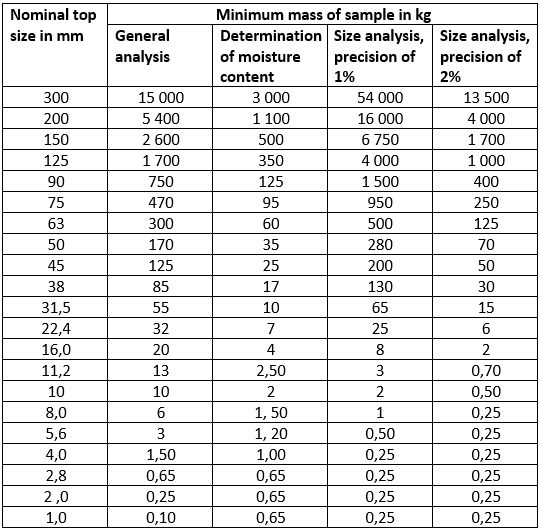
样品的最小质量取决于材料的最大粒径、分析类型、相关参数所需的精度以及该参数与粒径的关系。这种关系适用于准备的所有阶段。达到这个质量本身并不能保证所需的精度。这也取决于合成样本所采用的增量数及其可变性。
表:样品的最小质量(例如:煤)
偏差(或抽样偏差):
平均分析抽样结果与真实批次浓度之间的系统误差,即准确性源于不准确(有偏差的)抽样设备和/或抽样过程,导致结果平均高于或低于真实值。消除抽样偏差是确保任何抽样过程正确的首要也是关键要求。
剪切:
采样器提取的增量。
复合(总)样本:
由从子批次中提取的所有主要增量组成的材料样本。
除法:
一种子抽样过程,其中样本被分成许多具有相同属性的较小部分。
批次:
用于抽样的原始材料的完整实体,例如工业批次、船舶货物、卡车负载等。批次既指物理、几何形状和尺寸,也指被采样材料的特性,特别是其异质性。
标称顶部尺寸:
最小的筛口,其上保留的样品不超过 5%。
精度:
以 % 表示,置信度在 95% 以内。
Primary increment(主要增量):
Primary sampling tool (主要采样工具) 在一次切割中从材料流或固定批次中提取的材料量。
子地块:
地块中大小相等的部分,有待确定属性。
样本:
由批次/子批次中获取的所有增量组成的材料数量。代表性样本保留了批次的属性。
标本:
不是代表性采样过程结果的提取质量。标本不值得分析,因为它们无法提供该批次的可靠代表性信息。
